不容错过的万宁市精轧管生产厂家视频展示!产品特点一目了然,为您的购买决策提供坚实依据。
以下是:万宁市精轧管生产厂家的图文介绍
聚旺物资有限公司销售: 高锌层镀锌管、,品种全,价格低。产品畅销全国多个省市自治区。产品各项指标均符合国家标准,产品质量可靠、性能稳定。多年来公司牢牢把握技术创高新,产品创品牌,这一永恒主题,以诚信为立企之本,不断提升企业的品位,与各界新老顾客朋友共同促进,共谋发展,以创佳绩。公司始终以完善服务、合理的价格服务于广大客户。我们将继续致力于为客户提供产品和满意的服务,以赢得客户对我们的信任和支持。


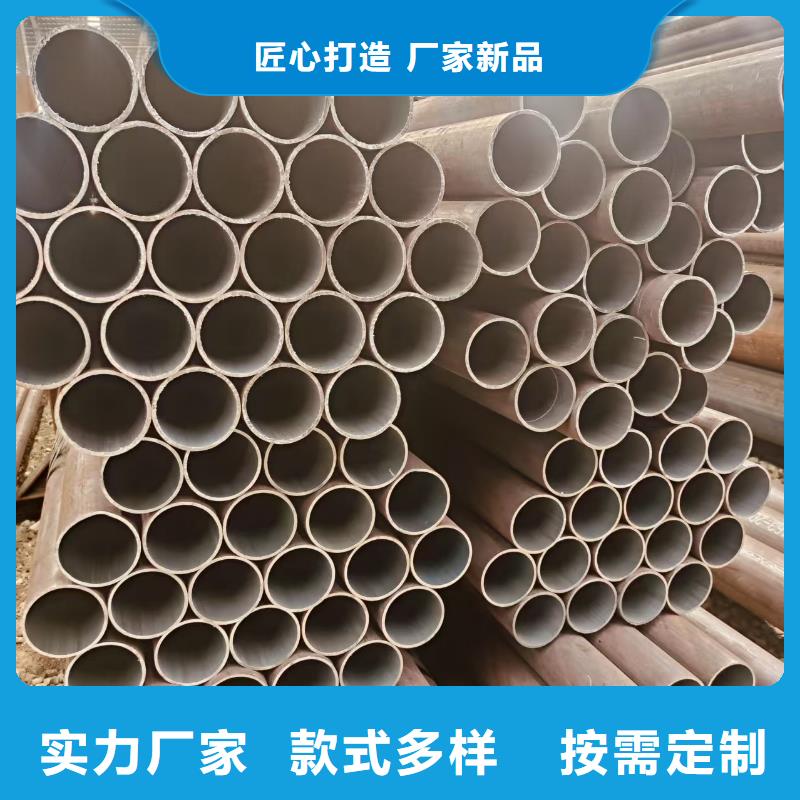
无缝管生产法是用穿孔等方法生产无缝钢管或其他金属管和合金管的工艺过程。该过程一般包括加热、宁波本地穿孔、宁波轧管、宁波均整、宁波定径、宁波减径和精整等工序。穿孔是其主要工序,常用的穿孔机是二辊斜轧穿孔机。它由两个相对于轧制线倾斜布置的主动鼓形轧辊、宁波本地两个固定不动的导板和一个位于中间的、宁波附近轴向固定的随动顶头,构成一个环形封闭孔形。加热后的管坯在两个同向旋转的轧辊作用下,一面旋转,一面前进,逐步进入变形区。在变形区内,由于轧辊的作用具有载荷集中的性质,在管坯的中心产生复杂的拉压组合的应力状态,切应力使金属产生滑移和微裂纹,拉应力使微裂纹扩展为裂缝,裂缝进一步扩展并相互连通形成孔腔。孔腔遇到顶头被冲扩、宁波同城定型,因而沿管坯的轴向形成一个通孔,此即无缝钢管的雏形——毛管。毛管送入具有圆形孔型的轧机,在轧辊和顶头的作用下,毛管壁厚变薄,外径减小,壁厚趋于均匀。再经进一步的均整、宁波本地定位、宁波减径,就得到无缝钢管。热轧的无缝管再经冷轧可以提高尺寸精度和机械性能;经旋压可获得薄壁管和极薄壁管;经冷拔可以得到细管、宁波本地毛细管和各种异型断面的钢管。



聚旺物资有限公司本着重合同、守信用的原则,竭诚为用户提供优良的 高锌层镀锌管、产品,真诚的服务,促进用户与浩大钢板库的共同繁荣,为中国乃至世界 高锌层镀锌管、事业的发展做出新的、更大的贡献。
秉承诚信、稳健、创新的价值观,甘于服务、善尽责任,人品、精品、责任是我们永远的追求,以客户管理系统为平台,构建客户满意的服务体系。



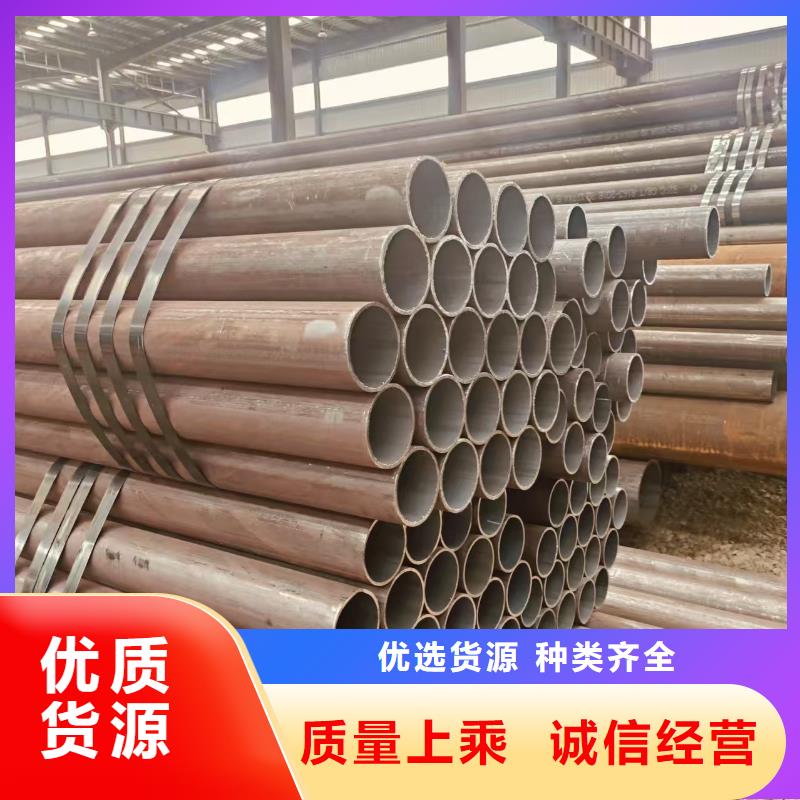
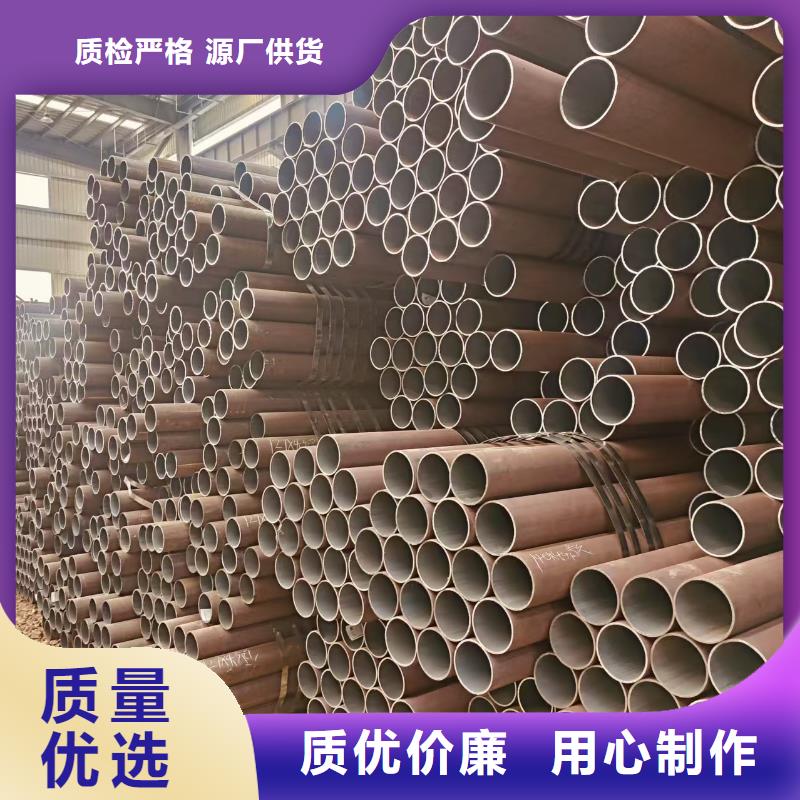
无缝管的生产工艺主要分为热轧和冷轧(拨)两大类。热轧无缝管涵盖了多种类型,如一般钢管、宁波当地低中压锅炉钢管、宁波本地高压锅炉钢管等。而冷轧(拨)无缝钢管则在此基础上增加了更多类型,如碳素薄壁钢管、宁波附近合金薄壁钢管等。在尺寸方面,热轧无缝管的外径通常大于32mm,壁厚范围为2.5-200mm;而冷轧无缝钢管的外径可达6mm,壁厚可至0.25mm,甚至更薄。因此,冷轧工艺在尺寸精度上相较于热轧工艺更高。一般用途的无缝钢管,其原材料包括10、宁波同城20、宁波附近30、宁波35、宁波附近45等优质碳结钢,以及16Mn、宁波本地5MnV等低合金结构钢,甚至40Cr、宁波当地30CrMnSi、宁波附近45Mn2、宁波40MnB等合结钢。经过热轧或冷轧工艺,这些钢管被广泛应用于流体输送管道等领域。特别地,由10、宁波20等低碳钢制造的无缝管,因其优良的耐用性和经济性,在市场上占据了一定的份额。5、宁波同城40Cr等中碳钢制成的无缝管,因其出色的机械性能,常被用于制造汽车、宁波附近拖拉机等重型机械的受力零件。在选用这类无缝管时,必须确保其强度和压扁试验都达标。此外,热轧钢管通常以热轧状态或经过热处理的状态进行交货,而冷轧钢管则一律以热处理状态交货,以保证其质量和性能。


1.热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、宁波连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、宁波附近连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。2.冷拔(轧)无缝钢管:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。冷拔(轧)无缝钢管的轧制方法较热轧(挤压无缝钢管)复杂。它们的生产工艺流程前三步基本相同。不同之处从第四个步骤开始,圆管坯经打空后,要打头,退火。退火后要用专门的酸性液体进行酸洗。酸洗后,涂油。然后紧接着是经过多道次冷拔(冷轧)再坯管,专门的热处理。热处理后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、宁波本地规格、宁波生产批号等。并由吊车吊入仓库中。







 扫一扫
扫一扫